制膠控制系統
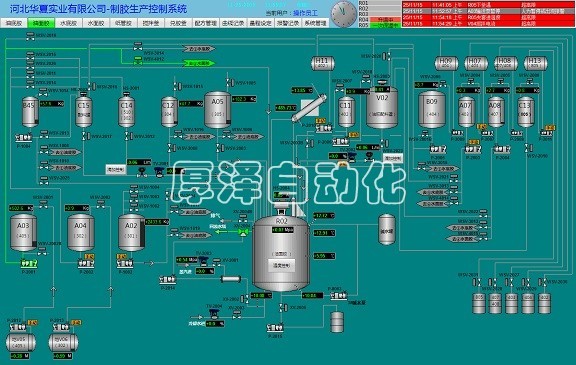
本項目共有7條制膠生產線,包括油性膠和水性膠生產線。原料主要來自罐區,部分小料桶裝。生產工藝包括原料配制、計量和投料,滴加、反應和后處理。由于物料種類繁多,交叉作業頻繁,生產強度大,反應滴加和溫控要求高,因此整個生產過程均采用自動化控制。溫度控制采用了優化技術,加上精確的計量投料控制,使產品的穩定性大幅度提高,關鍵指標粘度從2萬~7萬cp穩定到3萬~4萬cp之間。為了提高生產效率,防止操作差錯,程序進行了嚴密的邏輯設計,操作過程通過程序自動判斷邏輯條件,操作步可自動執行,這樣設計大大提高了生產效率,保障了生產的安全。
控制系統采用了西門子PCS7,是新一代的DCS控制系統,技術先進,穩定可靠。控制器、電源、網絡雙重冗余,模板支持帶電插拔,高可靠易維護。
詳情請垂詢,電話:0571-88855036
制膠控制系統 增粘樹脂控制系統
性能參數
本項目共用了三十幾套稱重計量儀表,近200臺控制閥,共計400多臺儀表。投產至今一直穩定運行。
控制系統采用了西門子PCS7,是新一代的DCS控制系統,技術先進,穩定可靠。控制器、電源、網絡雙重冗余,模板支持帶電插拔,高可靠易維護。
本項目的技術特點:
采用DCS控制:采用西門子過程控制系統PCS7,技術先進,質量穩定可靠。
順控技術:本生產線原料品種多,工藝流程長,包括物料輸送、計量、預混合、投料、滴加、反應、出料等,操作邏輯復雜,采用順控編程技術,整個生產過程的每個操作步驟嚴格按邏輯要求編程,確保操作安全。
反應釜溫度優化控制技術:除了準確的配方計量外,溫度控制對膠水的質量性能、粘度指標影響也較大,直接影響到產品的質量。在使用了我司提供的全套控制技術后,反應溫度控制精度提高,產品的性能明顯改善,尤其粘度的分布更優,從改造前的粘度2~7萬cp,穩定到3~4萬cp,極大提高了產品性能。
全流程自動控制:除了小料需要人工輔助外,全流程實現自動化控制,包括原料自動輸送、計量、滴加罐攪拌、反應釜投料、反應攪拌、滴加控制、反應釜溫度控制、反應釜出料的全流程實現自動化控制和監控,明顯提升了生產效率。
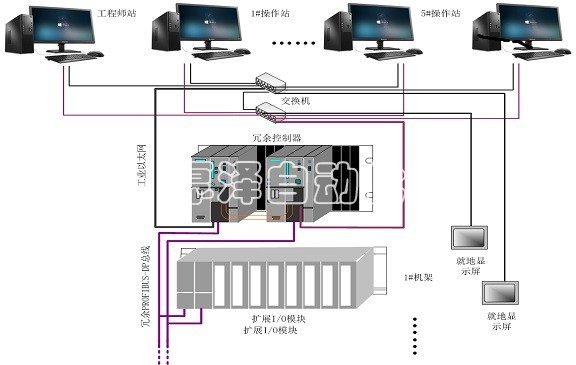
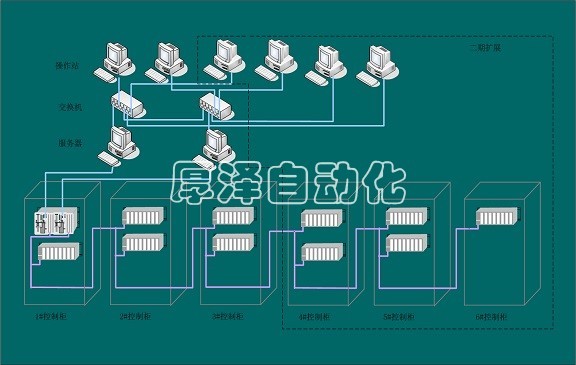
PCS控制系統構成如下:
本項目控制系統配置如下:
|
序號 |
名稱規格 |
數量 |
單位 |
備注 |
|
1 |
SITOP冗余電源 |
12 |
個 |
西門子 |
|
2 |
電源冗余切換模塊 |
6 |
個 |
|
|
3 |
冗余控制器包CPU414-5H含電源2、底板1、控制器2、通訊處理器2、存儲卡2、同步模塊4、光纖4 |
1 |
套 |
|
|
4 |
IM153-2擴展卡 |
22 |
個 |
|
|
5 |
有源總線模塊DIN導軌 |
11 |
個 |
|
|
6 |
信號模塊熱插拔底座 |
49 |
個 |
|
|
7 |
電流輸入模塊8DI |
38 |
個 |
|
|
8 |
電流輸出模塊8DQ |
10 |
個 |
|
|
9 |
開關量輸入模塊32DI |
29 |
個 |
|
|
10 |
開關量輸出模塊32DQ |
15 |
個 |
|
|
11 |
通信卡CP1623 |
2 |
塊 |
|
|
12 |
總線接頭 |
24 |
個 |
|
|
13 |
DP通信電纜 |
100 |
米 |
|
|
14 |
以太網交換機 |
2 |
個 |
|
|
15 |
PCS7軟件 |
2 |
套 |
|
|
16 |
計算機主機 |
6 |
臺 |
戴爾 |
|
17 |
液晶顯示器 |
6 |
臺 |
戴爾 |
|
18 |
網線 |
300 |
米 |
|
|
19 |
明緯電源 |
6 |
個 |
明緯 |
|
20 |
中間繼電器 |
480 |
個 |
歐姆龍 |
|
21 |
控制柜含附件和成套 |
3 |
個 |
|
|
22 |
操作臺 |
6 |
個 |
|
|
23 |
UPS電源6KVA/1HR |
1 |
只 |
山特 |
本項目DCS系統用了一套PCS7冗余控制器,配套6個DCS控制柜,15個電氣柜和變頻柜。配套儀表有:控制閥345臺,稱重儀45臺,流量計16臺,液位計37臺,壓力變送器20臺,溫度計178臺。
制膠控制系統,膠水控制系統,膠水生產線。

加盟熱線 0571-88855036
